ACHIEVING QUALITY BY CONTROL: STATISTICAL PROCESS CONTROL (SPC)
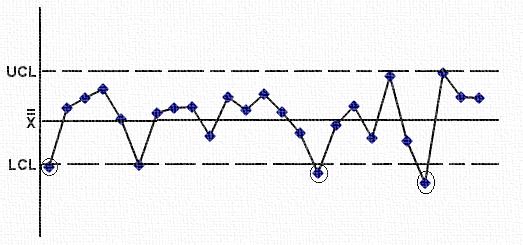
Statistical Process Control (SPC) SPC is the application of statistical techniques to a process in order to prevent defects, and to improve the process. It also reduces variability in delivery times, methods, attitudes, equipment and materials. Statistical control charts are used to detect if there exist special (assignable) causes of variation. It is signaled by a point beyond the control limits, or a run, or other non-random pattern of points within the control limits.
Process is improved by correcting the special causes. The process is said to be under statistical control when the only source of variation is common causes. Common causes are those that are always present; part of the random variation inherent in the process itself.
Common causes are more difficult to identify, and correct. They are usually accepted as a part of the process environment.
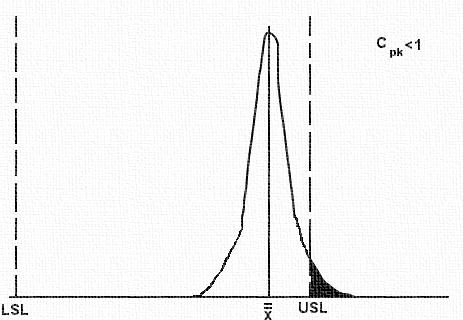
An A process may not be able to produce components consistently within specifications, even if it is under statistical control. This ability (process capability) is measured by process capability indexes. For example, Cpk is a process capability index that measures the variability of the process relative to the specification and process setting. When Cpk is less than 1.00, necessary actions including 100% inspection should be taken to improve the process capability.
Machine capability studies, on the other hand, assess the short-term influences on component dimensions emanating from the machine/operation/process alone. Usually consecutive components are measured and the results are analyzed using a suitable chart. Machine capability indexes can be used for approval of initial samples. Statistical techniques can also be applied to reduce quality costs due to inspection. Instead of inspecting each and every product unit for assuring its quality, an acceptance sampling approach can be followed. In acceptance sampling, the product is divided into lots of a given number of items and then a sample from each lot is selected for inspection. Based on the sample determination, the entire lot is either accepted or rejected. The tools of SPC are applicable not only to production or operations, but also to administration and service. Read: Suggested further reading: Kolarik, Creating Quality, Section 5 Gage Studies and Capability : Excerpt from SPC Essentials and Productivity Improvement, ASQC, 1996.
Copyright © 2009 by the METU. All rights reserved. Last updated: November 26, 2009 |